Font Size:
The comma blade coating method finds extensive application across various coating industries due to its precision in coating weight, wide adjustability in coating thickness, good adaptability to the solid content of coating chemicals, and its simple and easy-to-operate structure.
1 Two Types of Traditional Comma Blade Coating Machines
1.1 Structure 1 (Refer to Figure 1):
A flat plate and rubber baffle plates on both sides create a glue groove with the coating-rotating bottom roller. A bottom film is applied to the flat plate to prevent glue leakage from the bottom. The substrate material runs from bottom to top, forming a coating surface regulated by the gap between the scraper roller and the rotating bottom roller. Excess glue, scraped off by the scraper edge, flows back into the glue tank. The barrier films on both sides are used to create blank areas on both sides.
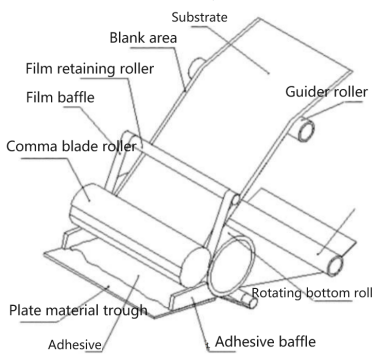
Figure 1 illustrates the structure of the traditional comma knife 1.
This structure has the following disadvantages:
1. The base film, under certain pressure, contacts the coating surface of the substrate, causing scratches on some substrates.
2. The placement of baffles on both sides at the position of the rotating bottom roller results in wrinkles, jamming, and fragmentation of the baffle film and the base paper. Glue leakage is also prone.
3. Powder-containing and poorly dispersed glue leads to sedimentation at the bottom of the glue tank, causing uneven coating.
4. Residual coating dye remains after each production batch, requiring the replacement of the base film when switching products and using different pigments, leading to wastage.
5. The exposed area of glue at the coating head's glue groove is large, causing significant solvent volatilization and changes in coating solid content.
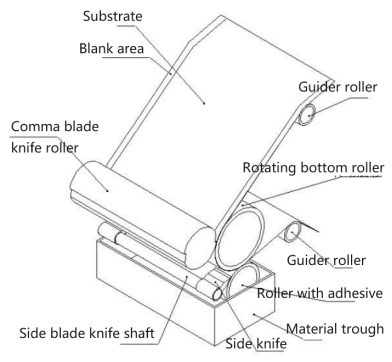
The rubber roller transfers glue from the trough to the substrate surface. The substrate runs from bottom to top, forming a coating surface controlled by the gap between the scraper roller and the rotating bottom roller. Excess glue scraped off by the scraper edge flows back into the material trough. The coater knife, with a rubber roller, controls the blank space on both sides of the coating.
Figure 2 illustrates the structure of the traditional comma knife 2.
Structure 2 resolves some issues of Structure 1 but has its shortcomings:
1. Inconsistent return flow of excess glue scraped off by the scraper blade leads to inconsistent glue infiltration on the entire substrate. Colored glue and higher viscosity glue cause longitudinal stripes, flow lines, and color spots in the coating.
2. The larger exposed area of glue at the coating head results in increased solvent volatilization, leading to variations in solid content and uneven coating amounts before and after, causing changes in coating thickness.
3. After producing one type of product, a significant amount of residual glue remains in the trough, requiring heavy cleaning. Switching to other colors of dye coating may lead to color cross-fertilization.
4. The blank area edges on both sides are unclear and wavy.
2 New Type Comma Blade Coating Machine
The new comma scraper coating device features no glue trough, no bottom film, less exposure of dye coating surface, and an upgraded baffle structure on both sides. Additionally, coating is carried out through ultrasonic liquid level automatic control, eliminating the need for manual control during the production process and achieving automation.
Its structure is depicted in Figures 3 and 4.
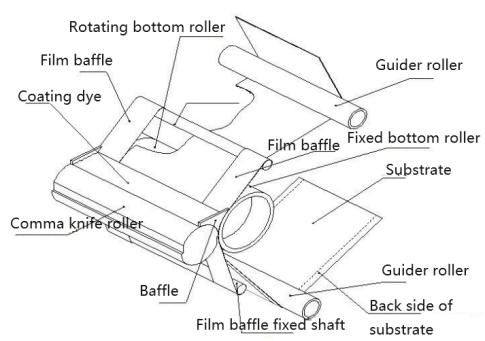
Figure 3 illustrates the structure of the new type comma knife.
Carbonless paper coating chemicals components
2024-01-12The Impact of Stiffness and Density on the Quality of Coated Paper
2024-01-12Quality index of coated base paper
2024-01-12Explore the development of the thermal paper market since 2023: Trends, challenges and opportunities
2024-01-12Unveiling the Divergence: Boiler vs Steam Generator in Paper Drying
2024-01-12What is the thermal paper coating machine line?
2024-01-12Why does the thermal paper coating machine request calender?
2024-01-12Carbonless paper coating chemicals components
2024-01-12The Impact of Stiffness and Density on the Quality of Coated Paper
2024-01-12Quality index of coated base paper
2024-01-12




